+91-98140 21775
info@viratsteels.com

| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0.30-0.40 | 0.80-1.25 | 0.20-0.60 | 0.03 | 0.03 | 4.75-5.50 | 1.25-1.75 | 0.20-0.50 |
According to the AISI classification system, tool steel AISI H11 is a chromium-based steel alloy from the "H" family of steels. Due to its exceptional impact hardness, AISI H11 is one of this group's alloys that is employed the most frequently. Due to its exceptional resistance to cracking, including thermal fatigue cracking, gross cracking, and thermal shock during water cooling, AISI H11 is also employed in hot tooling applications. Due to the balanced alloy composition, thorough hardening and air hardening of Tool Steel AISI H11 cause very little deformation. A process called air quenching can also be used to harden AISI H11.
Virat Special Steels is the largest stockiest and supplier of AISI H11 tool steel in flat, square and round bar. We provide steel in all sizes as your requirements. AISI H11 die steel is available in flat, square and round shape. Consult our team who will assist you for AISI H11 steel query.
Hot work tool steel with Chromium 5% has high strength and toughness, best thermal physical phenomenon and in susceptibility to hot cracking. This provides the essential necessities for long tool life in die-casting , Press Forging , extrusion processes etc.
| Tensile strength | 1792 MPa |
| Yield Strength | 1482 MPa |
| Elongation | 8% |
| Impact Toughness | 13.6-33.9 J/cm2 |
| Hardness | 52-57 HRC |
| Coefficient of thermal expansionat °C | 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 |
| 10-6 m/(m*K) | 11.7 | 12.3 | 12.5 | 12.7 | 12.75 | 12.9 | 12.9 |
| Thermal Conductivity °C | 20 | 350 | 700 |
| W/(m*K)Annealed | 29.8 | 30.0 | 33.5 |
| W/(m*K)Quenched & Tempered | 26.7 | 27.4 | 30.4 |
The machinability of H11 / DIN 2343 / AISI H11 is 75% to that of steels in the “W” group.
Steel Tool H11 / DIN 2343 / AISI H11. Annealing, hardening, air and oil quenching, and single- or double-tempering are the most common heat treatments, which are performed at temperatures of 840° F (450° C), 930° F (500° C), 1020° F (550° C), 1110° F (600° C), and 1200° F (650° C). Combining hardness, toughness, yield strength, ultimate strength, and ductility results in the best heat treatment, which also includes oil-quenching and double-tempering at 1020° F (550° C).
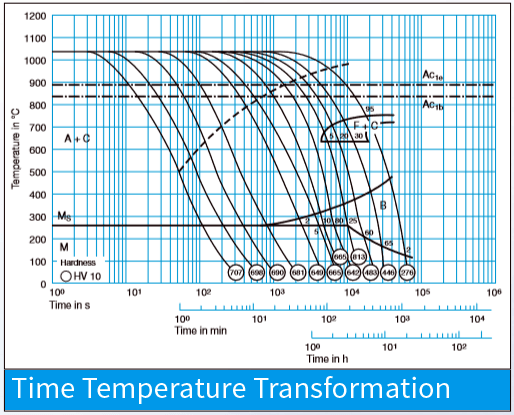
The austenitizing temperature, which should be between 1800° and 1850°F, the quenching medium, and the tempering parameters all have a role in how hard H11 / DIN 2343 / AISI H11 steel becomes. H11 / DIN 2343 / AISI H11 steel should be hardened by cooling in still air due to its extremely high hardenability.
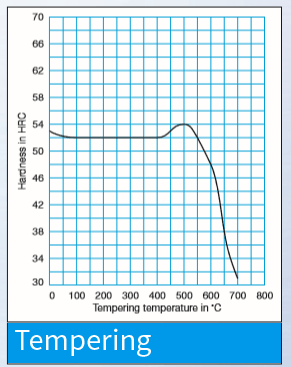
Quenching H11 steel is tempered to make it more resilient and less brittle. Reheating the steel to a temperature that is lower than its critical temperature—typically between 500°C and 650°C or 932°F and 1202°F—and maintaining it there for a certain amount of time is the process of tempering. The ideal balance between hardness and toughness determines the precise tempering temperature and duration. These steels can also undergo double tempering once per hour at the chosen tempering temperature.
Forging H11 / DIN 2343 / AISI H11 steel is normally done at a temperature between 1000 and 1200 degrees Celsius (1832 and 2192 degrees Fahrenheit). According to the required deformation properties and the manufacturer's instructions, the precise temperature will vary.
H11 / DIN 2343 / AISI H11 steel is heated to a particular temperature of 650 °C for two hours as part of the stress-relieving procedure, and it is then gradually cooled.
H11 / DIN 2343 / AISI H11 Steel should not be normalised due to its air-hardening ability .
H11 / DIN 2343 / AISI H11 tool steels are annealed at 871°C (1600°F) and then slowly cooled at 4°C (40°F) in the furnace.
H11 / DIN 2343 / AISI H11 steel can be nitride to give a hard surface at a temperature of 500 °C to 600 °C
The surfaces of the dies attain temperatures of 700–800 °C during forging procedures. As a result, hardfacing these sections using nonferrous higher temperature hardfacing alloys like Stellite 6 can frequently increase the effectiveness and lifespan of the dies. The most crucial characteristics of Stellite 6 are its high hardness, galling resistance, hot corrosion and oxidation resistance, adhesive wear resistance, low friction coefficient, and lack of allotropic transformation up to 1100 oC. Due to its high alloy concentration and resulting hardenability, this steel is extremely susceptible to hydrogen induced cracking (HIC) and high cooling rates used during welding cycles. Due to this, the hardfacing characteristics of H11 tool steel with Stellite 6 in the TIG welding process have been examined in this study. The findings show that it is not possible to hardface this steel in its annealed hardfaced state; instead, preheating and intermediate temperatures between 310 and 370 oC are advised. Under these circumstances, 3mm was found to be the minimum thickness required to provide the hardness required (41-42 HRC) in the hardfacing layer.
After the soaking period, the H11 / DIN 2343 / AISI H11 steel is rapidly cooled by immersing it in a quenching medium. The choice of quenching medium depends on factors such as the steel's composition and the desired hardness. Oil, water, and air are commonly used quenching media. Oil quenching provides a moderate cooling rate, water quenching provides a faster cooling rate, and air quenching provides the slowest cooling rate.
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 750 - 800 | Furnace | max. 230 |
| Stress-relief annealing °C | Cooling |
|---|---|
| approx. 600 - 650 | Furnace |
| Hardening °C | Quenching | Hardness after quenching HRC |
|---|---|---|
| 1000 - 1030 | Air ,oil or saltbath, 500 - 550 °C | 54 |
| Tempering °C | 100 | 200 | 300 | 400 | 500 | 550 | 600 | 650 | 700 |
| HRC | 52 | 52 | 52 | 52 | 54 | 53 | 48 | 37 | 31 |
Besides applications typical for the area of hot-work steels, this grade is especially used for ejector pins, tool holders, bridge kind tools, liner holders, extrusion tooling, Die Casting dies, Forging Dies, Hot work punches, Hot gripper dies, Aircraft landing gear and shrink work chucks.