+91-98140 21775
info@viratsteels.com

| C | Si | Mn | P | S | Cr | V |
|---|---|---|---|---|---|---|
| 2.00 - 2.35 | 0.10 - 0.60 | 0.10 - 0.60 | 0.03 | 0.03 | 11.0 - 13.0 | 1.00 |
Virat Special Steels is the biggest & leading Supplier & Stockiest of Din 2080 Steel.
Din 1.2080 Having 12 % ledeburitic chromium tool steel with great wears resistance. Basically utilized as cutting tools for sheets up to 4 mm thickness, trimming dies, blanking dies for paper and plastics, shear cutting edges and rotational shear edges for sheet thicknesses up to 2 mm.
Virat Special Steels is the largest stockiest and supplier of DIN 2080 Steel in flat, square and round bar. We provide steel in all sizes as your requirements. DIN 2080 die steel is available in flat, square and round shape. Consult our team who will assist you for DIN 2080 steel query.
DIN 2080 Steel having properties of High Carbon 2% and High chromium 12 % tool steel with high wear resistance. Its supply condition is normally annealed to easy machining which recommended hardness is 57-58 HRC after making the dies & tools.
| Impact Toughness | 28 J/cm2 |
| Hardness | 58-64 HRC |
| Poisson’s Ratio | 0.27-0.30 |
| Modulus of elasticity | 190-210 GPa |
The physical properties can vary slightly depending on the specific composition and heat treatment of the D3 steel. Its always recommended to refer to the manufacturer’s specifications for precise information.
| Coefficient of thermal expansionat °C | 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 |
| 10-6 m/(m*K) | 10.7 | 11.6 | 12.3 | 12.6 | 12.9 | 13.2 | 13.3 |
| Thermal Conductivity at °C | 20 | 350 | 700 |
| W/(m*K) | 16.6 | 20.5 | 24.3 |
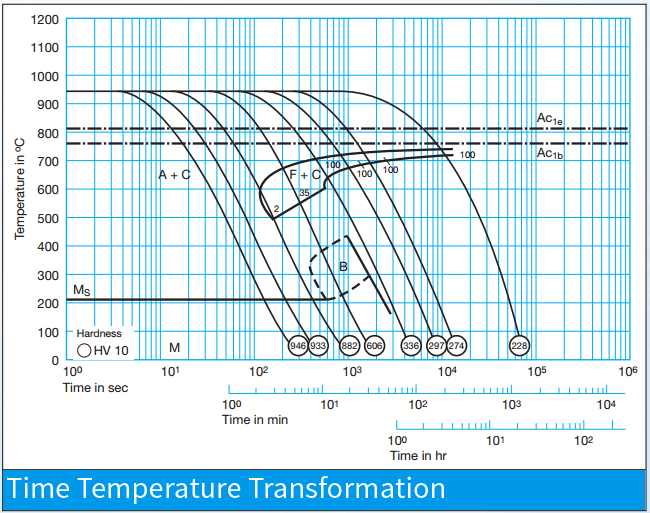
Heat treatment Process includes the parameters like temperatures, the rate of heating, cooling, soaking time ,the type of furnace, quenching medium, and workpiece transfer facilities.
D3/ DIN 2080 / AISI D3 should be pre-heated at 900-950°C, then increase to 1050-1100°C. Soak until evenly warm. At high temperatures, D3/ DIN 2080 / AISI D3 tool steel becomes quite hard. As a result, the initial hammer blows must be mild, and the temperature must not go below 1020°C until the metal begins to flow. The final forging temperature should not be less than 900°C.
The Stress relieving must be done after rough machining. To stress relief, heat the component to approx 600-650°C in the case of D3/ DIN 2080 / AISI D3 steel. Then it should be Soaked well and cool in the furnace or in the air.
The hardness after normalization is 55 HRC. The specimen gets tougher after normalizing than after annealing. This is because a higher number of undissolved carbide particles develop, causing the specimen to become brittle.
It is necessary to heat gently and consistently to 900°C for the annealing of D3/ DIN 2080 / AISI D3 steel. Then it must be soaked for three to four hours before cooling in the furnace till room temperature. Reheat to 800–1040°C, then soak for another three–four hours. Allow the furnace to drop to room temperature.
D3/ DIN 2080 / AISI D3 tool steel Welding process should be avoided, if possible Due to the high risk of crack formation welding. However when welding is essential, the following guides must be followed:
- Welding of soft annealed D3/ DIN 2080 / AISI D3 tool steel (Preheat to 300 – 500°C, Weld at 300-500°C, Immediately stress relieve) Electrode: Cr-Mo alloy electrode for welding structural steel.
- Welding in connection with hardening of soft annealed D3/ DIN 2080 / AISI D3 tool steel.(Heat to austenitizing temperature, Cool to approx. 500°C, Weld at approx. 500°C, Cool to approx. 100°C in the same way as at normal hardening, then temper to desired hardness). Double tempering will reduce the risk of crack formation.
Electrode: Hard-facing electrode.)
- Repair welding of D3/ DIN 2080 / AISI D3 tool steel is hardened and tempered in condition.(Preheat to the tempering temperature (min. 200°C) previously used, Weld at tempering temperature, Heat immediately to tempering temperature, but max. 300°C. Soaking time 3 hours, Cool in the air to approx. 80°C, Heat to tempering temperature. Soaking time 2 hours.) Electrode: Hard-facing electrode.
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 810 - 850 | Furnace | max. 250 |
| Stress-relief annealing °C | Cooling |
|---|---|
| approx. 670-720 | Furnace |
| Hardening °C | Quenching | Hardness after quenching HRC |
|---|---|---|
| 940 – 970 | Oil | 64.5 |
| 950-980 | Air (up to 30 mm thickness) | 64.5 |
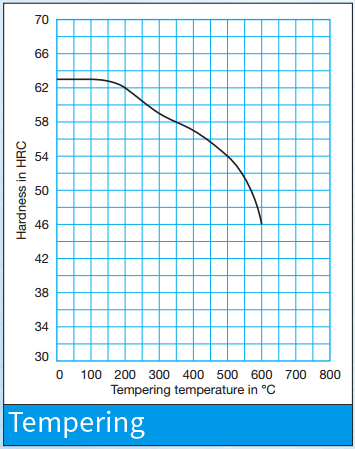
| Tempering °C after Quenching | 100 | 200 | 300 | 400 | 500 | 600 |
| HRC | 63.5 | 61.5 | 58 | 57.5 | 55 | 47 |
DIN 2080 is used in cold Dies & tooling application that required the achievement of high degree of accuracy in hardening & tempering, such as dies drawing, forming cold rolls, powder metal tooling and blanking and trimming dies, blanking dies for paper and plastics, shear blades , cold die punches , Ejector pins etc.
Visit our detailed FAQ page for answers to common questions about HCHCR-D3 / DIN 2080 / AISI D3 steel.